








JQ·MG09CrCuSb气保焊丝
GB/T 8110 G49A3M21ZS2 AWS A5.18 ER70S-G
焊丝化学成分(%)
熔敷金属力学性能(保护气体:20%CO2+80%Ar)
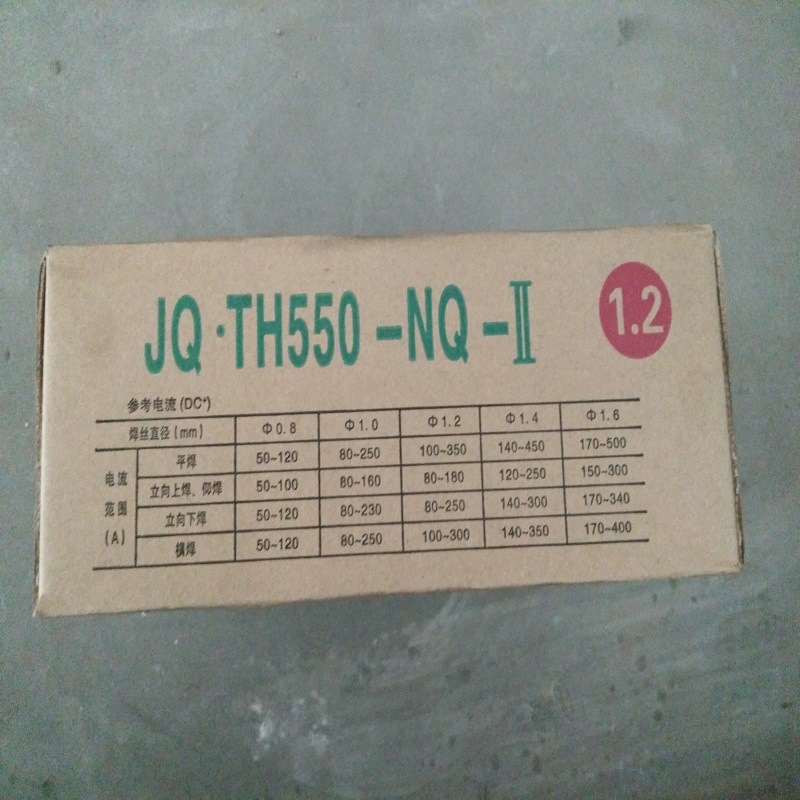
焊接位置
参考电流
焊丝规格(mm)
Φ0.8
Φ1.0
Φ1.2
Φ1.6
焊接电流(A)
平焊、横焊
50~100
50~220
80~350
170~550
立焊、仰焊
50~90
50~140
80~250
140~250
试验项目
C
Mn
Si
P
S
Ni
Cr
Sb
Cu
保证值
≤0.12
0.45~0.75
0.20~0.40
≤0.020
≤0.010
0.10~0.30
0.70~1.10
0.04~0.10
0.25~0.45
例值
0.060
0.55
0.33
0.012
0.003
0.19
0.90
0.057
0.33
试验项目
Rm(MPa)
ReL/Rp0.2(MPa)
A(%)
KV2(J)-30℃
保证值
490~670
≥390
≥18
≥27
例值
545
455
24
118

2.推荐干伸长度:15~20mm。



